安平縣慕源絲網(wǎng)制造有限公司
公司簡(jiǎn)介 |- XML |
- 網(wǎng)站地圖
CATALOGUE
全國(guó)咨詢熱線
15075838878手機(jī)1:15075838878
手機(jī)2:
郵箱:2850126577@QQ.COM
河北省安平縣逯莊村南300米
作者:admin 更新時(shí)間:2024-01-22 15:51:11 點(diǎn)擊數(shù):55
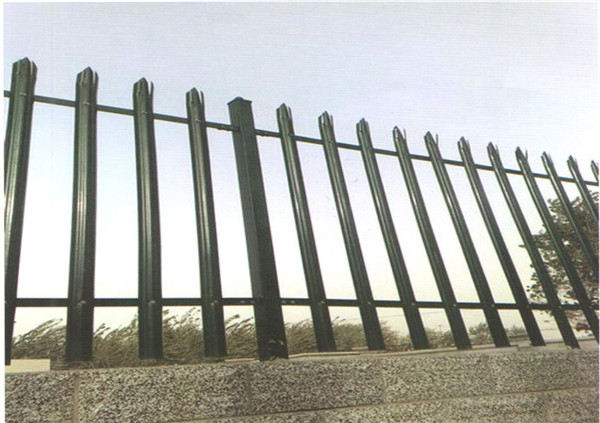
一、歐式尖樁柵欄技術(shù)參數(shù)要求:
1、 D型板材質(zhì)要求:
歐式尖樁柵欄片采用Q235材質(zhì)鍍鋅帶壓制成型,成型尺寸為60mm。
制作工藝:首先在加熱爐內(nèi)將溫度提升至所需軋制溫度,然后經(jīng)輥道進(jìn)入粗軋除磷機(jī)對(duì)板坯所產(chǎn)生的氧化鐵皮進(jìn)行處理,接著進(jìn)入粗軋軋制機(jī)組對(duì)帶鋼的寬度和厚度進(jìn)行軋制,再由輥道輸送至精軋除磷機(jī)對(duì)帶鋼表面所產(chǎn)生的氧化鐵皮進(jìn)行處理后,進(jìn)入精軋軋制機(jī)組對(duì)帶鋼的厚度和寬度進(jìn)行更為精密的軋制,帶鋼由輥道經(jīng)層冷對(duì)表面溫度進(jìn)行卷取前的嚴(yán)格控制后,進(jìn)入卷取機(jī)成為鋼卷最后打捆、噴號(hào)送入卷庫(kù)存放包裝。材質(zhì)要求:材質(zhì)屈服值,在235MPa左右。上鋅量均60g/㎡。不得有裂紋、斑痕、折疊、竹節(jié)及明顯的縱向拉痕。
執(zhí)行標(biāo)準(zhǔn):標(biāo)準(zhǔn)為:GB/T3274-2007 《碳素結(jié)構(gòu)鋼和低合金結(jié)構(gòu)鋼熱軋厚鋼板和鋼帶》、熱鍍鋅標(biāo)準(zhǔn),GB/T 13912-2002 金屬覆蓋層鋼鐵制件熱浸鍍鋅層 技術(shù)要求及試驗(yàn)方法。

2、 D型板壓制工藝要求:
歐式尖樁護(hù)欄,它是護(hù)欄系列中的一種,這種護(hù)欄最早應(yīng)用于英國(guó),現(xiàn)在在國(guó)內(nèi)外已被廣泛使用。它代替了原來的磚墻和一些粗笨的護(hù)欄網(wǎng),使你的生活環(huán)境簡(jiǎn)潔、明快、清新。尖樁護(hù)欄因其結(jié)構(gòu)美觀,風(fēng)格各異備受人們喜愛和使用。根據(jù)尖樁柵欄的特性,要求壓制美觀、線條流暢、尖刺具有恐嚇效果;在尖刺開口處需要光滑無倒刺。D型板采用D60*2.0*1600型號(hào),生產(chǎn)工藝一次性成型。
3、 橫梁要求:
橫梁采用空心方形的截面輕型薄壁鋼管制作,型號(hào)為50*50*5.0mm。也稱為鋼制冷彎型材。是以Q235材質(zhì),方管于熱鍍鋅池通過一系列化學(xué)反應(yīng)成型的方管;上鋅量為270g/㎡。
在方管外壁表面如出現(xiàn) 漏鍍、麻點(diǎn)、白斑、重皮、氣泡、泛綠且出現(xiàn)頻率過高,則判定為不合格產(chǎn)品。
執(zhí)行標(biāo)準(zhǔn):熱鍍鋅標(biāo)準(zhǔn),GB/T 13912-2002 金屬覆蓋層 鋼鐵制件熱浸鍍鋅層 技術(shù)要求及試驗(yàn)方法。

4、 立柱要求:
立柱采用空心方形的截面輕型薄壁鋼管制作,型號(hào)為80*80*3.0mm。也稱為鋼制冷彎型材。是以Q235材質(zhì),方管于熱鍍鋅池通過一系列化學(xué)反應(yīng)成型的方管;鋅方鋼制成,上鋅量270g/平米。
立柱上需要安裝光滑美觀的球形防雨帽,采用鍍鋅材質(zhì)制作,上鋅量達(dá)到270g/平米。與焊接立柱部位要求焊接圓滑,無焊渣、虛焊、氣孔、脫焊等缺陷;
在方管外壁表面如出現(xiàn) 漏鍍、麻點(diǎn)、白斑、重皮、氣泡、泛綠且出現(xiàn)頻率過高,則判定為不合格產(chǎn)品。
執(zhí)行標(biāo)準(zhǔn):熱鍍鋅標(biāo)準(zhǔn),GB/T 13912-2002 金屬覆蓋層 鋼鐵制件熱浸鍍鋅層 技術(shù)要求及試驗(yàn)方法。
5、 連接件要求:
歐式尖樁柵欄片于橫梁連接采用8*40mm防盜專用連接螺栓,每套38組防盜螺栓。連接螺栓上鋅量270g/㎡。橫梁與立柱連接采用12*30mm防盜專用連接螺栓,每片不低于4套防盜螺栓。連接螺栓上鋅量270g/㎡。用防盜螺栓固定,柵欄片與立柱及其他連接部位應(yīng)有效防止從內(nèi)、外部進(jìn)行拆卸,并保證連接部位的牢固性。
執(zhí)行標(biāo)準(zhǔn):GB/T3098.1—2010《緊固件機(jī)械性能螺栓、螺釘和螺柱》。

6、表面處理要求:
靜電噴塑工藝:用靜電噴粉設(shè)備(靜電噴塑機(jī))把粉末涂料噴涂到工件的表面,在靜電作用下粉末會(huì)均勻的吸附于工件表面,形成粉狀的涂層;粉狀涂層經(jīng)過高溫烘烤流平固化變成效果各異的最終涂層;噴涂效果在機(jī)械強(qiáng)度、附著力、耐腐蝕、耐老化等方面優(yōu)于噴漆工藝,塑料顆粒就會(huì)融化成一層致密的保護(hù)層牢牢附著在工件表面。
靜電噴塑工藝流程:
磷化處理:除掉工件表面的油污、灰塵、銹跡,而多種工藝中的“磷化”會(huì)在工件表面生成一層抗腐蝕且能夠增加噴涂涂層,既能防銹又能增加噴塑層的附著力 )。
靜電噴涂:將粉末涂料均勻地噴涂到工件的表面上,特殊工件(包含容易產(chǎn)生靜電屏蔽的位置)應(yīng)該采用高性能的靜電噴塑機(jī)來完成噴涂。
高溫固化:將工件表面的粉末涂料加熱到規(guī)定的溫度并保溫相應(yīng)的時(shí)間,使之熔化、流平、固化,從而得到我們想要的工件表面效果。靜電噴塑其工藝流程是前處理(除油、除銹、磷化);靜電噴涂;高溫固化(參照塑粉要求溫度,一般為160~210度) 出爐冷卻。
二:歐式尖樁柵欄構(gòu)件防腐要求:
1、所有金屬構(gòu)件內(nèi)外均勻熱度新處理,表面采用高附著力熱固性聚酯粉末靜電噴涂,噴涂層厚度≥80g/μm。
1.1:噴涂層對(duì)鍍鋅層附著性能:經(jīng)劃格試驗(yàn)后,刻痕光滑,涂塑層無剝離脫落。
鍍鋅層對(duì)基材附著性能:鍍鋅構(gòu)件的鍍層與基底金屬結(jié)合牢固,經(jīng)錘擊試驗(yàn)后鍍層不剝離,不凸起。
1.2:噴涂層抗彎曲性能:彎曲試驗(yàn)后,涂塑層應(yīng)無肉眼可見的裂紋或脫落。
1.3:噴涂層耐沖擊性能:在24±2℃時(shí),用1kg鋼球從高度1m處沖擊試樣,涂塑層應(yīng)無碎裂,開裂或脫落現(xiàn)象。
1.4:熱鍍鋅與涂塑層之間應(yīng)有有效的底紋或粘結(jié)層,具有足夠的粘結(jié)力,所有金屬構(gòu)件的防銹、防腐年限不低于10年。
1.5:所有金屬構(gòu)件防腐處理前不允許有裂紋,瘢痕,結(jié)疤,折疊,分層,搭焊,生銹等缺陷存在。
1.6:聚酯噴涂層應(yīng)均勻光滑,連續(xù),無肉眼可分辨的小孔、孔隙、流淌堆積、裂解、脫皮等缺陷。
2、所有金屬構(gòu)件需要經(jīng)過鹽霧試驗(yàn)、耐候性實(shí)驗(yàn):
2.1在滿足JT/T 374-1998和GB/T18226-2000標(biāo)準(zhǔn)要求的前題下,表面涂層鹽霧試驗(yàn)執(zhí)行ISO9227標(biāo)準(zhǔn):在經(jīng)過7天(含7天)即168小時(shí)的鹽霧試驗(yàn)后,除劃痕部位任何一側(cè)0.5mm內(nèi),涂層應(yīng)無起泡,剝離,生銹等現(xiàn)象。
2.2:在滿足JT/T 374-1998和GB/T18226-2000標(biāo)準(zhǔn)要求的前題下,表面涂層耐候性試驗(yàn)執(zhí)行GB/T11189.1標(biāo)準(zhǔn):將試樣在47±1℃、相對(duì)濕度96±2%的調(diào)溫濕度箱中放置8h之后,除劃痕部位任何一側(cè)0.5mm內(nèi),涂層應(yīng)無起泡,剝落,生銹等現(xiàn)象。
三、歐式尖樁柵欄安裝要求:
本圖基礎(chǔ)設(shè)計(jì)為一般土質(zhì)地段,采用C20混凝土澆筑,基礎(chǔ)尺寸為400*400*500mm
施工方法:
1、 測(cè)量定位放樣
圍欄勵(lì)志基礎(chǔ)施工前,要對(duì)立柱的中心位置及軸線進(jìn)行定位放樣,
2、 基礎(chǔ)開挖
基坑開挖過程中控制開挖深度,要達(dá)到立柱預(yù)埋深度
3、 立柱施工
把立柱安放到位,保證其位置及垂直直度符合要求,然后進(jìn)行立柱底座混凝土澆筑。
4、 圍欄施工
圍欄立柱完成后進(jìn)行掛網(wǎng)施工,需用高鋅防盜螺絲,按照?qǐng)D紙進(jìn)行安裝。

手機(jī):15075838878
郵箱:2850126577@QQ.COM
地址:河北省安平縣逯莊村南300米
技術(shù)支持:安商網(wǎng)絡(luò) XML|| 網(wǎng)站地圖
15075838878
Copyright ? 2018-2020 muyuan All Rights Reserved.冀ICP備17015529號(hào)-9